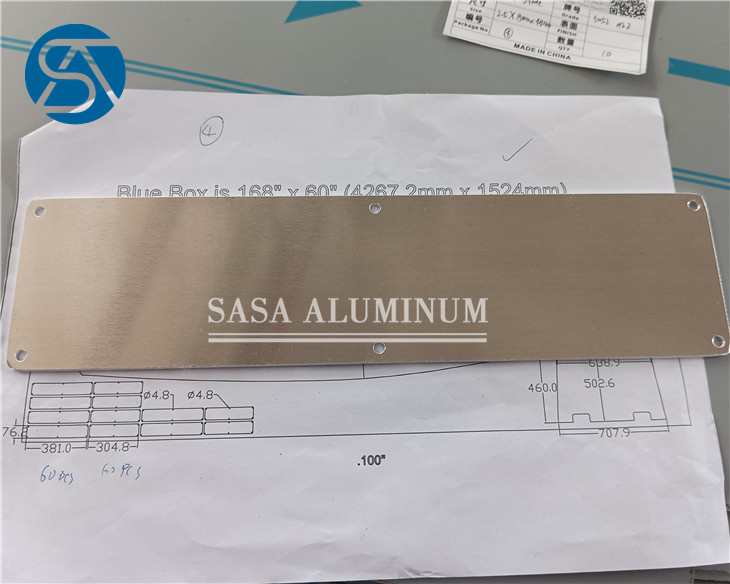
レーザーカット穴あき6061アルミニウム板



| 6061レーザーカットプレートの仕様: |
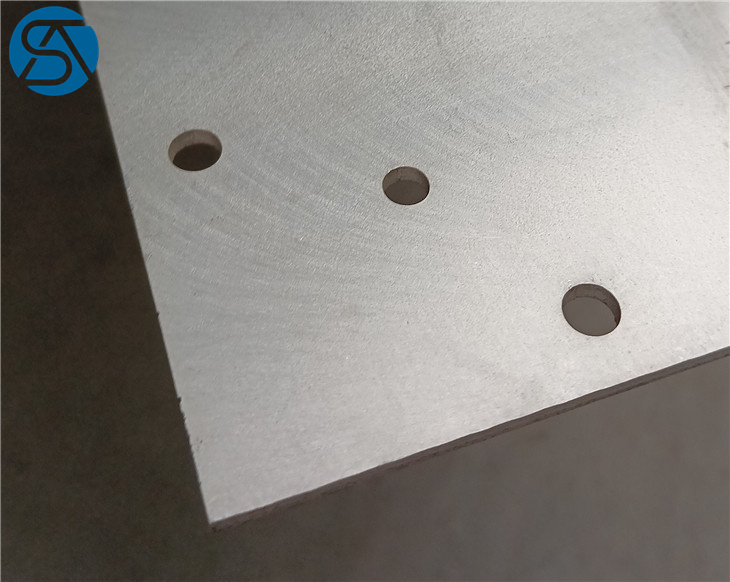
穴あき 6061 アルミニウム板のレーザー切断は、アルミニウム板に穴やその他の形状の正確なパターンを作成するために使用される一般的な製造プロセスです。6061 アルミニウム合金は、優れた強度対重量比、耐腐食性、溶接性で知られる多用途の材料であり、航空宇宙、自動車、電子機器などの業界のさまざまな用途に適しています。穴あきアルミニウム板は、建築設計、濾過システム、装飾パネル、航空宇宙部品など、さまざまな業界で使用されています。
| 標準 | ASTM B209 / ASME SB209 |
| 厚さ | 0.2~50mm |
| 幅 | 100~2600mm |
| 長さ | 500~10000mm |
| 気性 | O、H12、H14、H16、H18、H19、H22、H24 |
| ミルテスト証明書 | EN 10204 3.1 または EN 10204 3.2 |
| 分類協会を提供する | アメリカ船級協会(ABS)ロイド・レジスター(LR)、ビューローベリタス(BV)ゲルマニッシャー・ロイド(GL)デット・ノルスケ・ベリタス(DNV)日本海事協会(NK)、韓国船級協会(KR)レジストロ イタリアーノ ナヴァーレ (RINA)、中国船級協会(CCS) |
| テクノロジー | 切断、ミシン目 |
| レーザー切断によるアルミニウム板の穿孔タイプ: |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
| 6061 穿孔シート相当グレード: |
| 学年 | 国連 | アメリカ合衆国 | WNR | EN | ディン | ISO | BS |
| 6061 | A96061 | AA6061 | 3.3211 | AW-AlMg1SiCu EN AW-6061 | AlMgSiCu | AlMg1SiCu | HE20 |
| 6061アルミニウム板化学組成: |
| 学年 | Fe | Si | Mg | Mn | Cu | Zn | Ti | Cr | Al | その他 |
| 6061 | 0.7 | 0.4~0.8 | 0.8~1.2 | 0.15 | 0.15~0.4 | 0.25 | 0.15 | 0.15~0.35 | 残り | 0.005/0.15 |
| 6061アルミニウム板およびシートの機械的特性: |
| 学年 | 密度 | 抗張力 | ブリネル硬度 | ロックウェル硬度 | 降伏強度 | 疲労強度 | せん断強度 |
| 6061 | 2.7 g/cc | 310MPa | 95 | B60 | 276Mpa | 96.5 MPa | 207 MPa |
| レーザー切断とプラズマ切断の違いは何ですか? |
プラズマ切断機は熱切断装置の一種です。主な動作原理は、圧縮空気を本体とし、高温・高速のプラズマアークを熱源とすることです。切断対象金属を局所的に溶融し、同時に高速気流で溶融金属を吹き飛ばします。これにより、狭いスリットを形成します。プラズマ切断機は、ステンレス鋼、鉄、アルミニウム、銅など、様々な金属材料を、高速切断、狭いスリット、滑らかな切断で切断できます。プラズマ切断機は、機械や金属構造物の建設、設置、メンテナンスに広く使用されています。
レーザー切断機は、高出力・高密度のレーザービームを用いて材料の表面を走査します。短時間で材料を数千度、場合によっては数万度まで加熱し、溶融または気化させます。その後、高圧ガスを用いて材料を溶融または気化させます。切断部から他の材料は吹き飛ばされます。レーザー切断は、従来の機械式ナイフの代わりに目に見えないビームを使用します。レーザー切断速度は速く、切断面は滑らかです。一般的に、後処理は不要です。切断は熱の影響を受けにくく、板の変形も小さくなります。
切断精度の違いは、プラズマ切断精度が1mm以内であるのに対し、レーザー切断精度は0.22mm以内であることです。コスト面では、プラズマ切断機はレーザー切断機よりも安価です。加工精度の面では、プラズマ切断は粗加工に相当し、レーザー切断は微細加工に相当します。
| アルミ切板の積層の選び方は? |
金属材料の表面仕上げを確保するために、多くの金属製品にはコーティングが施されています。アルミ板には保護フィルムが使用されており、一般的には普通のブルーフィルムとレーザーフィルムが使用されています。普通のブルーフィルムは安価ですが、レーザー切断中に切断ガスが板と保護フィルムに浸透し、ふくれの問題を引き起こすため、レーザー切断中に剥がす必要があります。レーザー切断ヘッドに大きな気泡があると、板が制御不能に動き、最終的に板に重大な損傷を与える可能性があります。切断距離が非常に近い場合、ガス圧がより小さな表面積に集中し、ふくれの問題が発生する可能性が高くなります。レーザー切断中に製品を保護するためのフィルムが必要な場合は、レーザーフィルムを選択する必要があります。通常のフィルムと比較して、レーザーフィルムは十分に強い粘度と伸縮効果を備えています。


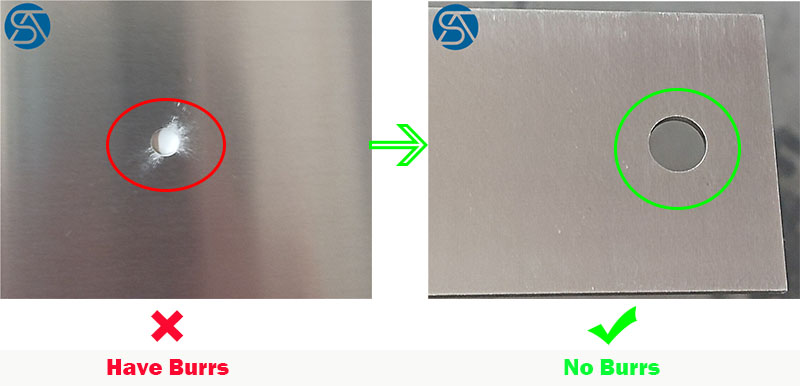
| アルミニウムの切断工程でバリを減らしたり除去したりするにはどうすればよいでしょうか? |
アルミニウム切断工程におけるバリの発生・除去には、適切な切削工具と設備の選定、切断パラメータの最適化、レーザー切断またはウォータージェット切断の適用、バリ取りや面取りなどの二次加工、適切なアルミニウム材料の選択などが挙げられます。これらの方法により、切断結果が大幅に改善され、ワークピースの品質と効率が向上します。
| レーザー切断は、アルミニウム板の穿孔に次のようないくつかの利点をもたらします。 |
1.精度: レーザー切断により、非常に正確な切断と穴パターンが可能になり、複雑なデザインと厳しい許容差を実現できます。
2.汎用性: レーザー切断では、アプリケーションの要件に応じて、さまざまな穴のサイズ、形状、パターンを作成できます。
3. 速度: レーザー切断は高速かつ効率的なプロセスであり、アルミニウム板を迅速かつ正確に穿孔できます。
4. きれいなエッジ: レーザー切断により、きれいでバリのないエッジが生成され、追加の仕上げ工程の必要性が最小限に抑えられます。
| 当社のサービス: |
1.焼入れと焼戻し
2.真空熱処理
3.鏡面研磨面
4.精密ミル仕上げ
5.CNC加工
6.精密掘削
7.小さく切る
8.金型のような精度を実現
| レーザーカット穴あきアルミ板梱包: |
1. 国際輸送の場合、荷物が最終目的地に到着するまでにさまざまな経路を通るため、梱包は非常に重要であるため、当社は梱包に特別な配慮を払っています。
2. ササアルミでは、製品に応じて様々な方法で梱包いたします。例えば、以下のような複数の方法で梱包いたします。